

Rockwell, Brinell a Vickers: Pochopenie troch hlavných metód testovania tvrdosti
Testovanie tvrdosti meria odolnosť materiálu voči trvalej deformácii pri definovanom zaťažení. Tri dominantné metódy - Rockwell, Brinell a Vickers - každá používa inú geometriu indentora, rozsah zaťaženia a prístup merania, vďaka čomu sú vhodné pre rôzne materiály a aplikácie.
Rockwellova tvrdosť (HR) aplikuje malé predpätie, po ktorom nasleduje veľké zaťaženie, potom zmeria čistú hĺbku vtlačenia. Výsledok sa odčíta priamo z číselníka alebo digitálneho displeja bez akéhokoľvek optického merania, čo z neho robí najrýchlejšiu metódu testovania na úrovni výroby. Používa viacero mierok – HRC pre tvrdé ocele, HRB pre mäkšie kovy, HRA pre karbidy – každá je definovaná špecifickým indentorom a kombináciou zaťaženia.
Tvrdosť podľa Brinella (HB alebo HBW) vtlačí kalenú oceľ alebo guľôčku z karbidu volfrámu do povrchu pri stálom zaťažení, zvyčajne 3 000 kgf pre oceľ a liatinu. Priemer vtlačenia sa meria opticky a číslo HB sa vypočíta z aplikovaného zaťaženia vydeleného zakrivenou plochou povrchu vtlačenia. Pretože je priehlbina relatívne veľká, priemerovanie podľa Brinella je menej citlivé na miestne mikroštrukturálne variácie, takže je preferované pre hrubozrnné materiály, ako sú odliatky a výkovky.
Tvrdosť podľa Vickersa (HV) používa kosoštvorcový diamantový pyramídový indentor s čelným uhlom 136° pri zaťažení v rozsahu od 1 gf (micro-Vickers) do 120 kgf (macro-Vickers). Obidve uhlopriečky štvorcového odsadenia sa zmerajú a spriemerujú. HV číslo sa vypočíta pomocou zaťaženia deleného kontaktnou plochou odtlačku. Vickers je najuniverzálnejšia metóda: aplikuje sa na tenké povlaky, cementované vrstvy, zvárané tepelne ovplyvnené oblasti a podobný sypký materiál, všetko v jednej súvislej mierke.
| Metóda | Indenter | Meranie | Najlepšie pre |
|---|---|---|---|
| Rockwell | Diamantový kužeľ alebo oceľová guľa | Hĺbka odsadenia | Rýchle výrobné testovanie kalenej ocele |
| Brinell | Guľôčka z karbidu volfrámu (ø1–10 mm) | Priemer zárezu (optický) | Odliatky, výkovky, hrubozrnné zliatiny |
| Vickers | Diamantová pyramída (136°) | Diagonálna dĺžka (optická) | Tenké povlaky, zvary, mikrotvrdosť |
Konverzia tvrdosti podľa Vickersa na Rockwella: Ako to funguje a kde to nedosahuje
Konverzia tvrdosti podľa Vickersa na tvrdosť podľa Rockwella – a naopak – je častou požiadavkou, keď technické výkresy špecifikujú jednu stupnicu, ale dostupné testovacie zariadenie používa inú. Najrozšírenejším odkazom je ASTM E140 , ktorá poskytuje štandardizované prevodné tabuľky pre rôzne železné a neželezné materiály.
Pre kalenú oceľ v rozsahu bežne používanom v nástrojových a konštrukčných aplikáciách sú približné vzťahy:
- HV 940 ≈ HRC 68 (blízko hornej hranice Rockwell C stupnice)
- HV 800 ≈ HRC 65
- HV 600 ≈ HRC 57
- HV 400 ≈ HRC 41
- HV 200 ≈ HRB 93 (prechod na stupnicu B pre mäkšie materiály)
- HV 100 ≈ HRB 56
These conversions carry an important caveat: sú špecifické pre materiál . Pomer elastickej a plastickej deformácie sa líši medzi uhlíkovou oceľou, nehrdzavejúcou oceľou, zliatinami hliníka a titánom. Konverzia Vickers-to-Rockwell platná pre uhlíkovú oceľ spôsobí chybu pri aplikácii na austenitickú nehrdzavejúcu alebo niklovú superzliatinu. ASTM E140 poskytuje samostatné kolóny pre rôzne skupiny materiálov práve z tohto dôvodu.
Ďalšie obmedzenie vzniká pri extrémoch: stupnica Rockwell C je spoľahlivá len medzi HRC 20 a HRC 70. Hodnoty mimo tohto rozsahu by sa mali merať na vhodnejšej stupnici (HRA pre veľmi tvrdé materiály nad 70, HRB pre mäkšie materiály pod 20) alebo by sa mali uvádzať priamo v HV bez prepočtu.
V prípade kontroly zvarov a prostredí s kontrolovanou kvalitou by prevedené hodnoty mali byť vždy označené ako odhadované. Priame meranie na zamýšľanom meradle je jediný spôsob, ako získať sledovateľný výsledok v súlade so špecifikáciami.
Príprava metalurgickej vzorky: Základ spoľahlivých údajov o tvrdosti
Test tvrdosti je len taký presný, ako presný povrch, ktorý meria. Nedostatočná príprava vzorky spôsobuje chybu, ktorú nemôže opraviť žiadna kalibrácia prístroja. To platí najmä pre metódy podľa Vickersa a Brinella, kde je meranie optické a povrchová odrazivosť priamo ovplyvňuje presnosť čítania uhlopriečky alebo priemeru.
Delenie
Prvým krokom je vytvorenie plochého reprezentatívneho prierezu. A presný rezací stroj (nazývaná aj brúsna alebo diamantová píla) sa používa na rezanie obrobku s minimálnym tepelným príkonom a mechanickou deformáciou. Nesprávne rezanie – používanie tupého kotúča, nadmernej rýchlosti posuvu alebo nedostatočnej chladiacej kvapaliny – spôsobuje zdeformovanú alebo tepelne ovplyvnenú povrchovú vrstvu, ktorá umelo zvyšuje alebo znižuje hodnoty tvrdosti. Pre rezy metalurgickej kvality sú diamantové plátkové kotúče s nepretržitým vodným chladením štandardné pre tvrdé ocele a karbidy, zatiaľ čo rezné kotúče z oxidu hlinitého spájaného živicou sú vhodné pre mäkšie konštrukčné kovy.
Montáž a brúsenie
Po narezaní sa vzorky zvyčajne vložia do termosetovej alebo za studena vytvrdenej epoxidovej živice, aby sa umožnila bezpečná manipulácia počas brúsenia a leštenia. Úchyty na uchytenie hrán sú špecifikované vtedy, keď sa gradienty tvrdosti blízko povrchu – ako napríklad hĺbka puzdra alebo rozhrania povlaku – musia merať bez zaoblenia hrán.
Brúsenie prebieha v sekvencii od hrubších po jemnejšie SiC brúsne papiere (zvyčajne zrnitosť 120 → 320 → 600 → 1200), pričom sa vzorka medzi každým krokom otáča o 90°, aby sa odstránili škrabance z predchádzajúceho smeru. Každý stupeň musí úplne odstrániť deformáciu spôsobenú predchádzajúcim.
Leštenie
Finálne leštenie využíva 3 µm a 1 µm diamantovú suspenziu na načesaných handrách, čím sa získa zrkadlový povrch bez škrabancov. Pre mikrotvrdosť Vickers, a Povrchová úprava z koloidného oxidu kremičitého 0,25 µm je často špecifikovaný na minimalizáciu chýb povrchovej odrazivosti pri meraní malých priehlbín pri nízkom zaťažení. Pred začatím testovania musí byť vyleštený povrch zbavený reliéfu, šmúh a jamiek.
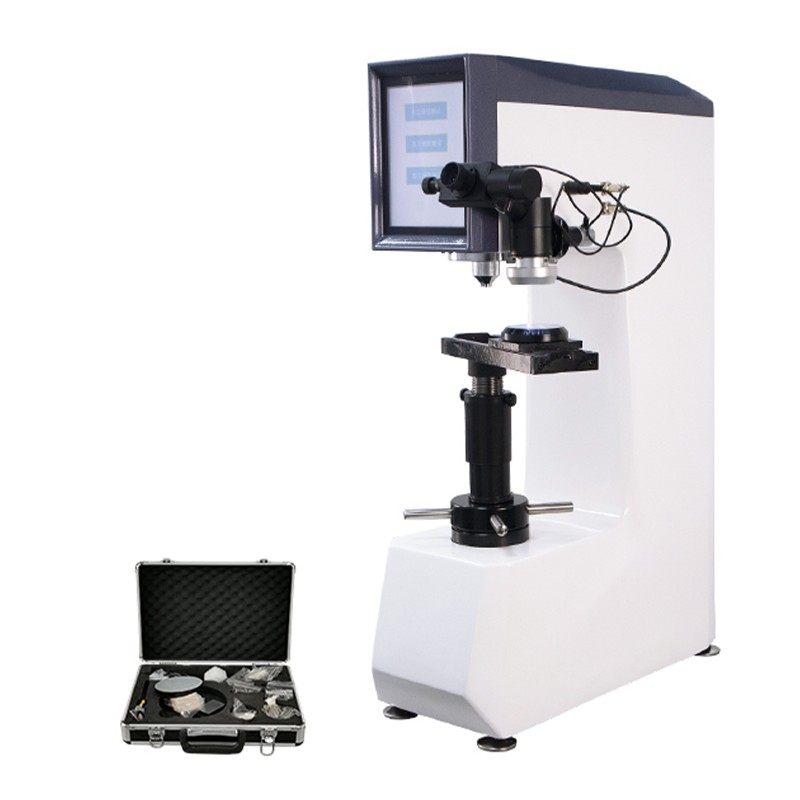
Nástroje na testovanie tvrdosti a ich výberové kritériá
Výber správneho nástroja na testovanie tvrdosti zahŕňa prispôsobenie rozsahu zaťaženia prístroja a typu indentoru hrúbke materiálu, očakávanému rozsahu tvrdosti a požadovanému priestorovému rozlíšeniu.
- Stolné testery Rockwell — štandardná voľba pre vstupnú kontrolu a overenie tepelného spracovania hromadných oceľových komponentov. Aplikácia zaťaženia je motorizovaná a konzistentná a moderné digitálne modely uchovávajú záznamy testov pre integráciu SPC. Rockwellovu metódu nemožno použiť na tenký materiál (typicky pod 1 mm pre HRC), pretože hĺbka zárezu sa približuje hrúbke materiálu, čím sa porušuje pravidlo minimálnej hrúbky.
- Testery mikrotvrdosti Vickers / Knoop — používa sa na tenké fólie, galvanické povlaky, difúzne tvrdené povrchy a jednotlivé fázy v mikroštruktúre. Rozsah zaťaženia je zvyčajne 1 gf až 1 kgf. Integrovaný optický mikroskop zobrazuje odsadenie pre diagonálne meranie, často s automatizovanou analýzou obrazu pre zníženie variability operátora.
- Prenosné odrazové (Leeb) tvrdomery — vhodné pre veľké inštalované komponenty, ktoré nie je možné priviesť do laboratória. Na povrch dopadá nárazové teleso poháňané pružinou; pomer odrazu k rýchlosti nárazu dáva Leebovu hodnotu (HL), ktorá sa potom prevedie na HRC, HB alebo HV. Presnosť závisí od povrchovej úpravy, hmotnosti a geometrie obrobku.
- Testery ultrazvukovej kontaktnej impedancie (UCI). — použiť Vickersov diamant na vibračnú tyč; frekvenčný posun pri kontakte koreluje s tvrdosťou. Prístroje UCI sú obzvlášť užitočné na meranie tenkých cementovaných vrstiev a povlakov in situ bez poškodenia povrchu viditeľného voľným okom.
Bez ohľadu na typ prístroja je potrebná pravidelná kalibrácia podľa certifikovaných referenčných blokov (nadväzujúcich na národné štandardy ako NIST alebo PTB), aby sa zachovala spoľahlivosť merania. Reference blocks should span the expected hardness range of production parts.
Kontrola zvaru uhlíkovej ocele: Testovanie tvrdosti v tepelne ovplyvnenej zóne
Priechody tvrdosti cez zvary patria medzi najkritickejšie aplikácie Vickersovho testovania pri výrobe konštrukcií. Keď sa zvára uhlíková oceľ, tepelne ovplyvnená zóna (HAZ) podlieha rýchlemu tepelnému cyklu. V oceliach s dostatočným uhlíkovým ekvivalentom (CE) to môže produkovať martenzit – tvrdú, krehkú mikroštruktúru, ktorá výrazne zvyšuje tvrdosť HAZ nad základný kov a zvyšuje náchylnosť na praskanie spôsobené vodíkom (HIC).
Kritériá prijatia v odvetví bežne obmedzujú tvrdosť HAZ na maximum 350 HV10 pre všeobecné konštrukčné oceľové zvarence (podľa EN ISO 15614-1 a usmernenia AWS D1.1) a 250–300 HV10 pre offshore, kyslé služby alebo aplikácie s vysokou húževnatosťou. Prekročenie týchto prahových hodnôt je diskvalifikujúcim stavom vyžadujúcim kontrolu predhrievania, interpass teploty a postupu zvárania.
Štandardný prechod tvrdosti zvaru zahŕňa sériu vrúbkov podľa Vickersa v definovaných rozstupoch – zvyčajne 0,5 mm alebo 1 mm od seba – prebiehajúcich od zvarového kovu cez tavnú líniu, cez HAZ a do neovplyvneného základného kovu. Traverz sa vykonáva na metalograficky pripravenom priereze, leptanom 2–5% Nitalom, aby sa odhalili hranice fúzie pred umiestnením vtlačku. Kľúčové miesta merania zahŕňajú hrubozrnnú HAZ bezprostredne susediacu s fúznou líniou, kde je najpravdepodobnejšia tvorba martenzitu.
Pre koreňové prechody a zvary s úzkymi medzerami môže byť potrebný micro-Vickers na HV1 alebo HV0,5 na dosiahnutie primeraného priestorového rozlíšenia v rámci HAZ, ktoré môže byť pri niektorých procesoch s vysokým tepelným príkonom úzke až 0,2–0,5 mm. Voľba skúšobného zaťaženia priamo ovplyvňuje veľkosť zárezu a tým aj minimálnu šírku merateľnej zóny — HV10 vytvára priehlbinu približne 0,3–0,4 mm naprieč pri 300 HV , zatiaľ čo HV1 to znižuje na zhruba 0,1 mm.
Presné rezacie stroje v metalografickej príprave vzoriek
Presný rezací stroj je vstupným bodom každého metalografického pracovného postupu. Jeho primárnou funkciou je vytvoriť plochý prierez s minimálnym poškodením, ktorý presne reprezentuje oblasť záujmu – či už ide o zvarový HAZ, cementovaný povrch alebo rozhranie povlaku.
Pri laboratórnom použití existujú dve hlavné kategórie:
- Abrazívne rozbrusovacie píly — používať spotrebné kotúče spájané živicou a sú vhodné pre výrobnú kapacitu. Výber kotúča (oxid hlinitý pre oceľ a liatinu, karbid kremíka pre neželezné, CBN pre kalenú nástrojovú oceľ) a prietok chladiacej kvapaliny sú primárne parametre procesu. Popáleniny alebo modré zafarbenie na povrchu rezu indikujú nadmerné teplo a vyžadujú pomalšie podávanie alebo výber nového kotúča.
- Diamantové plátkové píly — používajte diamantové kotúče spájané kovom alebo živicou pri nízkej rýchlosti s chladiacim olejom. Vytvárajú najnižšiu deformačnú vrstvu (zvyčajne pod 5 µm) a sú nevyhnutné pre krehkú keramiku, elektronické súčiastky a vzorky, kde sa musí zachovať neporušená mikroštruktúra v mikrónoch povrchu rezu.
Kľúčové špecifikácie pri výbere presnej frézy na prípravu testu tvrdosti zahŕňajú maximálny priemer obrobku, upínacia sila skľučovadla, rozsah otáčok kotúča a spôsob dodávky chladiacej kvapaliny . Automatizované riadenie posuvu – kde píla postupuje konštantnou silou a nie pevnou rýchlosťou – výrazne znižuje variabilitu medzi operátorom a operátorom a predlžuje životnosť kotúča.
Najmä pri kontrolných vzorkách zvarov sa musí fréza prispôsobiť nepravidelným geometriám (T-spoje, časti rúr, prekrytie) so stabilným upevnením. Nestabilné upnutie spôsobuje vibrácie spôsobené vibráciami, ktoré sa šíria hlboko do vzorky a vytvárajú deformovanú vrstvu, ktorú nemožno úplne odstrániť v nasledujúcich krokoch brúsenia bez nadmerného odstraňovania materiálu.